
吴经理:188 5801 1231
陈经理:138 5828 5673
电话:0574-86322398
传真:0574-86322378
QQ:25201606
邮箱:6882601@163.com
地址:宁波庄市工业开发区庄市大道288号

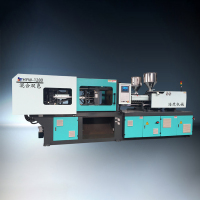
大阳城娱乐伺服节能省电注塑机配备了高性能的伺服变速动力控制系统,并配了旋转编码器和动力传感器分别对流量和压力进行反馈,高性能的同步伺服电机通过改变转速和转矩做出相应的流量压力调整,对压力流量进行的闭大阳城娱乐制,实现伺服电机对注塑机能量需求的匹配和自动调整。实现了精密的速度和压力控制(锁模、注射、顶出全机闭回路伺服控制极大提高响应速度,重复性精度在.0.5%以内;保压动作持续测试8秒,压力误差不超过6Kg)。相比传统注塑机重复精度更好,响应速度更快,节能效果更明显,可节电30%—70%,对保压时间长及后壁、大阳城娱乐度的产品,效果更显著。经济效益至为明显。响应快速、性能稳定的伺服电机控制系统,配备了大阳城娱乐度高灵敏的压力反馈装置,形成闭环压力精密控制,能为客户提供良好的产品稳定性。伺服节能注塑机达到输出量仅需0.06S,相比传统的注塑机响应速度明显加快,有效缩短周期,提高生产效率。
此外机器发热量的降低,进一步降低液压油温,可以减少冷却水35%左右的用量,降低机器周围的噪音,加强机器的稳定性,增加油路液压油和密封件的使用寿命,使得机器使用和维护的费用大为减少,同时也符合当前国际严格的环保要求。

HYF—350单色注塑机主要技术参数 | |||
名称 | 单位 | 数值 | |
A | B | ||
螺杆直径 ScrewDiameter | mm | 24 | 28 |
螺杆长径比 ScrewL/DRatio | L/D | 18.1 | 15.5 |
理论注射容积 ShotVolume | cm³ | 47 | 65 |
实际注射质量 ShotWeight(ps) | g | 42 | 58 |
注射速率 InjectionRate | g/s | 34 | 46 |
塑化能力 PlasticizingCapacity(PS) | g/s | 4.5 | 4.7 |
注射压力 InjectionPressure | Mpa | 230 | 175 |
螺杆转速 ScrewSpeed | rpm | 0-180 | |
合模力 ClampingForce | KN | 350 | |
开模行程 PlatenStroke | mm | 180 | |
拉杆内间距 SpaceBetweenTie-bars | mm | 240×180 | |
最 大模厚 Max.MouldThickness | mm | 250 | |
最小模厚 Min.MouldThickness | mm | 130 | |
顶出行程 EjectorStokeDistance | mm | 40 | |
液压顶出力 EjectorTonnage | KN | 18 | |
油泵最 大压力 Max.PumpPressure | Mpa | 14 | |
油泵马达功率 MotorPower | KW | 4 | |
电热功率 HeaterPower | KW | 2.75 | |
机器外形尺寸 MachineDimesions(LXWXH) | m | 2.50×0.92×1.36 | |
重量(约) MachineWeight(about) | T | 1.1 | |
(注:以上参数仅供参考,如有变动不另行通知。) | |||
网络优化资料:
正压式与肘式的比较①正压式合模力F=P缸×S缸,容易调节合模力,但压力确定后,不能超载,如PMAX=140Kg/ca等。此外,肘式注塑机是在连杆机构力增加后产生的,因此一般可超载10%以上。由于结构上的关系,一般直压式的容量大于肘式,自动注塑机价格特别适用于深容器式产品。③肘式刚性比直压机好,因为高压锁模时,肘式是铸钢变形后产生的,当刚过载时,由于液压油与铸钢的弹性模量相差约10倍,因此在同样的情况下,肘式注塑机产生的飞边会大大降低。(1)肘式注塑机由于合模力是通过力的放大而产生的,而且锁模后压力较高,在注塑、保压过程中可卸压,而直压注塑、保压时始终保持高压,并且直压合模油缸的直径大阳城娱乐于肘式,因此,使用寿命长,使用寿命长,使用寿命长,使用寿命长。


 咨询热线:0574-86322398
咨询热线:0574-86322398









 地址:宁波庄市工业开发区庄市大道288号
地址:宁波庄市工业开发区庄市大道288号 吴经理:188 5801 1231
吴经理:188 5801 1231 邮箱:6882601@163.com
邮箱:6882601@163.com